In modern intralogistics and production, smooth material flow is the decisive factor for competitiveness. As your partner for innovative conveyor technology, we develop tailored systems that go far beyond the simple transport from A to B.
We combine precise mechanical design with intelligent control technology to optimize your internal processes. From initial layout planning to the manufacture of modular conveyor solutions and complete automation with turnkey commissioning, we offer everything from a single source. Our goal is to create systems that impress through durability, ease of maintenance, and maximum energy efficiency – individually adapted to your spatial conditions and specific load requirements.
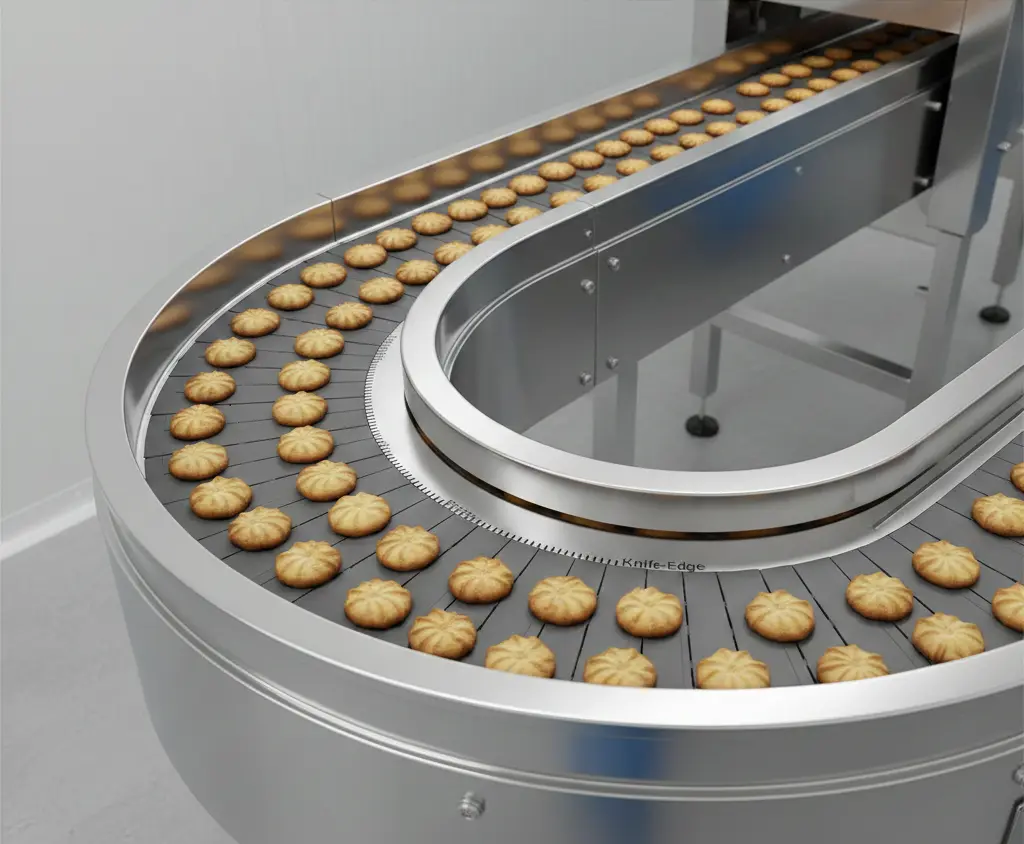
Curve belt conveyors are frequently used in production lines where a change of direction in the transport paths is required. These systems can be precisely dimensioned as 45°, 90°, or 180° curves and are widely used in industries such as food, pharma, logistics, packaging, chemistry, and metal.
For the smooth transfer of small parts such as biscuits, pastries, chocolate, or pasta, our line-integrated curve conveyors can be manufactured in a knife-edge design. This ensures a safe product flow without damage.
One of the key advantages of our telescopic conveyors is the creation of ergonomic working conditions for operating personnel. The extension of the telescopic booms is intuitive and can be controlled with a simple hand movement.
The retraction and extension processes react extremely fast and are fully automatic. Maximum safety is ensured by integrated functions such as the Emergency Stop switch and a special anti-collision bar at the front, which reliably prevents accidents.
Depending on requirements, our telescopic conveyors are manufactured in various dimensions. They can be flexibly extended deep into the interior of vehicles, which considerably facilitates the loading and unloading process and increases efficiency in logistics.

Our most used system for efficient product transport. The selection of the conveyor belt (PVC, PU, Rubber, Cotton, or Teflon) is made individually based on the specific requirements of your transport goods.
Technical Highlights & Options:
Material Variety: Robust chassis constructions made of ST37 steel, AISI 304 stainless steel, or anodized aluminum profile.
Precise Drive: Use of geared motors, step or servo motors with direct coupling, chain, or belt drive.
Flexibility: Available in various designs such as L-conveyors, Z-conveyors, or inclined conveyors.
Intelligent Control: Optional speed regulation and seamless integration into complex automation systems.
Versatile use in industries such as mining, logistics, food, pharma, and the packaging industry – ideal for bulk goods and packaged products.

Roller conveyors are the preferred choice for sectors such as automotive, logistics, textile, and heavy industry. Thanks to their robust design, they are excellently suited for the transport of products with a high weight range.
Technical Configuration & Flexibility:
Roller Variety: Designs available in stainless steel, galvanized steel, as well as with rubber or plastic coating.
Drive Systems: Power transmission via chain, belt, or O-ring; alternatively as a gravity roller track (Avare) for manual moving.
Design Shapes: Realizable as linear tracks, S-curves, as well as 45°, 90°, and 180° curves or as an accordion conveyor.
System Integration: Easy retrofitting of pneumatic stoppers, sensors, turntables, and switches for fully automated processes.
The stable chassis are manufactured from AISI 304 stainless steel, ST37 steel, or aluminum profiles, depending on the area of application, to guarantee maximum durability.

Spiral conveyors are the optimal solution for vertical transport between different levels while ensuring maximum space saving. They are preferred in the food, pharma, and logistics industries to realize continuous product flows in the tightest of spaces.
Focus on Cooling & IQF:
These systems are essential for IQF blast freezing plants and cooling processes, especially for meat and bakery products. They allow for efficient and uniform cooling or blast freezing of products such as bread variations directly from the oven or meat products before packaging.
Technical Execution:
Belt Types: Depending on requirements, modular belts, slat chains, or wire mesh belts are used. Roller spiral models are also available.
Individual Planning: The number of turns, the diameter, and the belt width are precisely matched to the capacity of your line.

Modular belt conveyors offer enormous flexibility in industry due to their versatile belt types. Thanks to their geometric nature, they allow for complex conveyor paths such as L, Z, S, and U shapes as well as precise curve guides from 45° to 180°.
Material Advantages & Applications:
Through the targeted selection of materials such as PP, PE, POM (Polyacetal), or AISI 304 stainless steel, technical properties such as resistance to chemicals, extreme temperatures, friction, and impacts can be optimized. This makes them ideal for sectors from automotive and electronics to the highly hygienic food and pharmaceutical industries.
The modular structure also ensures high ease of maintenance, as individual links can be replaced quickly and cost-effectively if necessary, without replacing the entire belt.

Wire mesh belt conveyors are specialized systems with extremely high resistance to thermal, chemical, and mechanical loads. They are the ideal choice for demanding processes such as drying, heating, cooling, sterilizing, and washing in continuous production lines.
Versatile Application Areas:
Food Industry: Washing, baking, and blast freezing of meat, fish, and vegetables.
Glass Industry: Cooling, annealing, and sterilizing under high temperatures.
Metal Industry: Drying and cementation processes.
Configuration Options: Available as linear, curve-going, inclined, or spiral designs.
Depending on the working environment and the product, we choose between stainless steel or galvanized steel. Wire diameter and mesh size (pitch) are precisely configured to ensure optimal air circulation and liquid drainage.

Chain conveyors are the powerhouses of conveyor technology and are preferred in sectors such as automotive, construction, mining, as well as for the transport of large household appliances (White and Brown Goods). They are designed to safely move bulky and heavy loads such as Euro pallets, tires, wooden boards, or mesh boxes.
Technical Versatility:
Chain Types: Depending on the goods transported, we offer chains with attachments (Kulaklı), prism chains, roller chains, or multi-chain strands (triple).
Plant Shapes: In addition to classic linear tracks, we also manufacture chain conveyors as lifters or vertical conveyors (elevators).
Precision: The robust drives ensure exact positioning of the workpieces, which is of decisive importance for automated assembly lines.
Thanks to their durable construction, these systems are particularly low-maintenance and can withstand even the toughest industrial environmental conditions.

Our metal detector conveyor belts are designed for the precise identification and removal of metallic contaminants. Without interrupting the production flow, they ensure the safety of your final products in sectors such as food, pharma, and recycling. Foreign bodies such as nails, needles, or metal splinters are reliably detected – both in bulk goods and packaged products.
Safety & Rejection Options:
Manual Rejection: Upon metal detection, the belt stops automatically and activates a visual or acoustic alarm. The operator removes the product and restarts the system via the reset function.
Automatic Rejection: Ideal for high-speed lines. The faulty product is removed without manual intervention through pneumatic pushers, rejector arms, air nozzles (air blast), or drop-down belt sections directly from the line.
This integration ensures gapless quality control at maximum capacity utilization, significantly supporting compliance with international hygiene standards (HACCP, IFS).
